Condition Monitoring Using Predictive ML Applications
Abstract:
A most common method to perform Condition monitoring is to note sensor measurements in specified durations and impose a maximum and minimum limit to it. This can help classify if equipment is ‘Healthy’ or ‘Unhealthy’. Anomaly detection or Outlier detection is identification of rare items, events or observations which raise suspicions by differing significantly from majority of data. Predictive ML models like ‘Pattern Recognition’ is an algorithm that identifies the patterns in historic data, and then uses these learned patterns to detect changes in on-going plant operating data that arise from a developing problem. These methods require limited knowledge about the process because the model will learn and infer them directly from the data. As a result, Pattern recognition can be applied to many types of process variables and process variations, such as operational changes and ambient condition changes. Some typical use cases of some compressors from Oil & Gas industry have been presented using pattern recognition. Similar predictive ML methods can be applied in Marine industry for monitoring machineries on board vessels.
1.Introduction:
Any machine or component with or without any moving parts will eventually reach a point of poor health. This may not be an actual failure or shutdown, rather it is one in which the equipment is no longer functioning in optimal state.
This signals a requirement for maintenance activity to restore the equipment back to full operating potential.
In simple terms identifying the “health state” of the equipment is domain of Condition Monitoring by conventional methods shown in fig.1

Fig.1 Condition monitoring technologies
Most common method to perform Condition monitoring is to note sensor measurements in specified durations and impose a maximum and minimum limit to it.
This can help classify if equipment is ‘Healthy’ or ‘Unhealthy’.
Problems with conventional condition monitoring:
Anomaly detection or ‘Outlier’ detection as shown in fig.2 is identification of rare items, events or observations which raise suspicions by differing significantly from majority of data.
Imposing such hard coded alarm limits is known to generate a large number of false alarms, i.e., alarms for situations which are actually healthy states of the machine.
There are also missing alarms, that are problematic or critical, but not notified.
The first one wastes time and effort along with non-availability of the equipment.
The second one is more crucial as it is leads to real damage with associated repair cost and lost production or process.
In case of two-dimension data (X & Y) it becomes quite easy to visually identify outliers.
But if the dimensions/variables increase say 10-100, it becomes quite complicated.

Fig.2 Anomaly detection using Outliers
Solution:

Fig.3 AI-ML-DL fundamentals
The health of a complex piece of machinery or equipment cannot be reliably adjudged based on analysis of each measurement or parameter alone. It is rather achieved by a combination of various measurements giving a true picture of the situation.
Machine learning methods for Pattern recognition can be based on both supervised & unsupervised learning.
The models using various AI-ML-DL fundamentals as shown in fig.3, are chosen on the basis of the dataset and variables(parameters) available. It is most important to check correlation between the variables before choosing the correct methodology. Some commonly used ML methods used are Multi Linear regression, Random forest, Gradient Boost Regressor, XGBoost etc., Deep learning models like ANN, LSTM etc., are also most widely used.
2.Methodology: Pattern Recognition (Predictive ML model)

Fig.4 CBM & detection levels
As shown in fig.4 various conventional condition-based monitoring (CBM) methods detect the anomaly much later and thus provide very little time to react or take corrective actions.
The conventional methods can be classed under Heuristic, Preventive and Reactive all of which are later stages of anomaly detection.
Predictive ML model starts detecting as soon as the failure trend presents itself, starts progressing and provides early warning to the operator. This provides sufficient action time to mitigate the abnormal situation and optimize process / machinery operations.
Pattern Recognition (PR) is an algorithm which is a predictive ML model, that identifies the patterns in historic (training) data, and then uses these learned patterns to detect changes in on-going plant operating data that arise from a developing problem.
PR does not use mathematical, physics or first principle models for predictions.
Empirical methods are used to model the expected performance variable values that include the true process value plus any measurement uncertainty and operational variance.
These methods require limited knowledge about the process because the model will learn and infer them directly from the data (Machine learning).
As a result, PR can be applied to many types of process variables and process variations, such as operational changes and ambient condition changes.
Typically, existing data from the data historian is used to create statistical relationships between relevant signals that can describe key performance, operational or reliability characteristics for key components.
Once these relationships or prediction models are derived, they can be used to accurately estimate the predicted values of the various signals while the component is known to be operating normally.

Fig.5 Pattern recognition fundamentals
The Predicted signals at ‘normal’ conditions can then be compared to the actual Observed values in real-time by calculating the ‘Residual’ as shown in fig.5.
Residuals = Observed or Actual value ‘minus’ Expected value.
This Residual should, over time, be statistically zero under normal conditions.
If the residual begins to statistically deviate over time, this is a ‘highly sensitive’ and accurate means for early detection of an ‘anomaly’ that would lead to a failure.
The thresholds of predictive alerts high and low, for a parameter being monitored are configured based on operator’s confidence levels. It depends on how early or later a predictive alert should be triggered.
Asset Health Monitoring and diagnostics:
As a general practice it is observed that operators rely more on Maker’s allowable limits or traditional limits and assess the machinery condition on the basis of fixed alert condition.
As long as the machinery is operating within those limits, it is generally deemed to be operating normally.
It is important to recognize that the machinery may still be not running optimally or normally. It may be deviating from an expected operating condition, though it still appears to be operating within the traditional limits.
This remains one of the most important reasons for the onset of failures for any machinery. Identifying the condition when a machinery starts deviating from the expected condition is the most important diagnosis of condition monitoring that could indicate process or machinery degradation.
Conventional methods have these limitations, where predictive ML models have a great advantage.
By observing patterns of operating machinery and comparing it with expected values in real time it is easy to diagnose the fall out in machinery performance and efficiencies.

Fig.6 Heuristic and predictive method comparison
A comparison between heuristic and predictive health monitoring methods is shown in fig.6
The key differences are mentioned below.
Heuristic rules:
Sensor alarm limits or Traditional alarm limits must be set outside of normal operating range to cover all possible conditions.
Predictive Asset Health Monitoring:
a. Advance Pattern Recognition (APR) Machine learning trained models.
b. Compares observed behavior to expected behavior.
c. Provides early warning of sensor issues and equipment degradation.
d. Can identify very subtle condition changes to identify anomalies.
e. Makes subject matter experts aware of abnormal conditions and supports the decision-making process.
3.Results and discussion:
The concept of Pattern recognition is best explained by exhibiting some use cases from Oil and gas industry. The industry relies heavily on pattern recognition for their condition monitoring.
The idea of showcasing Oil and gas industry is that several such projects have already been successfully implemented and being utilized effectively by the refineries worldwide to monitor thousands of static and rotating assets.
Similarities can be drawn from such methodologies for developing identical projects for the Marine industry. Important terms are explained below in reference to the use case trends.
Actual value: Current operating value of machinery parameter
Expected or predicted value: Reference value obtained from past historic data using predictive ML model
HLim: Predictive diagnostic alert- Higher limit configured as per operator’s confidence level.
LLim: Predictive diagnostic alert- Lower limit configured as per operator’s confidence level.
Maker’s HL: Alert suggested by Maker based on maximum allowable value for a parameter.
Maker’s LL: Alert suggested by Maker based on minimum allowable value for a parameter.
Applications of Pattern Recognition:
A. Equipment: Tandem (Dry) Gas seals for Propylene Refrigeration compressor
Parameter monitored: Primary vent gas flowrate (Driving end)

Fig.7 Primary vent gas flow rate DE deviation from predicted values

Fig. 8 Residuals % change between predicted and expected values (PVG flow rate)
Trends in fig. 7 show a deviation in Primary vent gas flowrate for dry gas seals of a propylene refrigeration compressor at the driving end. The actual values (flowrates) appear to be following predicted values initially but then starts to deviate from predictions over time.
Initially the flowrates appear to be following predictions @ 3.25 Nm3/hr. After a brief shutdown, when compressor was restarted the flowrates appear to deviate progressing upwards, breaching predictive high limits set at @ 3.7 Nm3/hr.
This could probably be due to increase in clearances in dry gas seals or due to malfunction of a pressure control valve in primary gas supply line to dry gas seal at the driving end.
Average residuals % change shown in fig. 8 is @ 5.36%, with maximum residual values touching @ 15%. The predictive high alert for residuals is configured at @ 10%.
B. Equipment: Vapor recovery gas compressor
Parameter monitored: HSS Radial bearing vibration- Driving end X

Fig.9 HSS Radial bearing vibration DE-X deviation from predicted values

Fig. 10 Residuals % change between predicted and expected values (Radial bearing)
Trends in fig. 9 show a deviation in HSS radial bearing vibration of a vapor recovery compressor at the driving end. The values appearing to be closely following predictions @ 9 µm during running and later appears to deviate to @ 9.5 µm breaching predictive high limits rapidly.
This could probably be due to any vibrations caused by sudden operating process changes in refineries like flowrates, resonance effects, misalignment of shafting, surging of compressor, casing vibrations etc., The root cause should be detected and resolved.
Average residuals % change shown in fig. 10 is @ 0.61 % with maximum values touching @ 5%. Predictive high alert for residuals is configured at @ 2%.
C. Equipment: Booster Compressor
Parameter monitored: Thrust Bearing Axial displacement Z1
Another example shown in fig. 11 is of a Thrust bearing axial displacement anomaly for a Booster gas compressor. During operation, the thrust bearing axial displacement position appears to steadily increase and deviate significantly from its predicted values breaching the configured predictive upper threshold limit. The values appear to be operating normally at @ 0.15 mm before it deviates resulting in an abnormal condition. Predictive high alert is set at @ 0.18 mm & maker’s alert at @ 0.22 mm in this case.
There is also a maker’s low limit alert for axial displacement as Z1 can be more or less, both can be harmful, but it is not shown in trends here for the sake of simplicity.
Possible cause could be anomalies in (pressure) balance line system or rapid changes in flowrates causing changes in axial thrust resulting in axial displacement of thrust bearings.
Average residuals % change shown in fig. 12 is @ 25 % with maximum values touching @ 60% at times. Predictive high alert for residuals is configured at @ 10%.

Fig.11 Thrust bearing axial displacement deviation from predicted values

Fig.12 Residuals % change between predicted and expected values (Thrust bearing)
D. Equipment: Lean Gas Compressor
Parameter monitored: Lub. Oil system pressure
An example for system Lubricating oil pressure of a Lean gas compressor is shown in fig.13.
The Lub. Oil pressure appears to drop suddenly and then steadily during operation, probably due to a leakage in system or other reasons.
The normal operating pressure during operation is @ 3.0 bar as per trends. Predictive limits (high and low) have been configured based on operator’s confidence levels. Maker’s limit for low level is configured @ 2.1 bar, below predictive low limit alert.
As seen the lub oil pressure drops during operation. It breaches the set predictive low limit, continuing to fall further below it. Once the predictive low limit is breached an early warning is provided to operator. This helps taking early corrective action & mitigating the anomaly.
Average % deviation change over time shown in fig.14 is @ 12.5 % in this case. The predictive low alert for residuals is configured at @ -5%.

Fig.13 L.O. system pressure deviation from predicted values

Fig.14 Residuals % change between predicted and expected values (L.O. pressure)
In a conventional conditional monitoring method due to absence of expected values for current condition, an operator is unable to compare the actual values to assess the veracity of the ongoing process. As long as it is within traditional fixed limit it is deemed to be operating normally.
The advantage of a predictive ML model is that it identifies deviations within a normally appearing condition, in comparison with ML generated expected values. It gives the operator a significant advantage over conventional monitoring methods. Thus, processes can be optimized to mitigate abnormalities, improvise processes, increase machinery life and efficiencies.
Fig. 15 & 16 show a scenario where an operator after identifying the deviations takes corrective action to restore the L.O. system pressure of the compressor back to normal conditions.

Fig.15 L.O. system pressure deviation corrected

Fig.16 Corrected residuals (L.O. pressure)
An operator should investigate the cause of such deviations as soon as it starts to appear, to capitalize the maximum advantage of condition monitoring derived through ML. Benefits of pattern recognition can be fully harnessed only if actions are taken as soon as a subtle deviation from expected values are identified & acted upon.
Retuning models:
Sometimes there could be deviations between expected and predicted values when operating processes have changed and model has not been trained for under those conditions.
These can be identified by the operators when deviations appear to be large but the operating patterns seem to be acceptable under current process conditions.
For example, let’s say that general operating trend of a machinery load condition is in the range 30 to 60 %. Based on it a model is trained and expected values or baselines are generated.
After few months or years, the operating process changes due to industrial demands requiring the same machinery to run between 30 to 80% load. These are termed ‘new normal’ operating conditions.
Since our model earlier was only trained between 30 to 60% it will not be able to predict values over 60% load correctly. The model therefore requires to be retuned to learn new patterns and generate modified expected values as per new normal conditions.
Thus, a continuous condition monitoring is achieved by creating ML models, by understanding processes, its variations over time, retuning models to modify expected values and thus optimize running of machineries.
One should take advantage of such predictive ML methodologies to optimize processes & safeguard machineries before it can lead to irreversible situations that could degrade or cause catastrophic damages to both machinery and operating personnel.
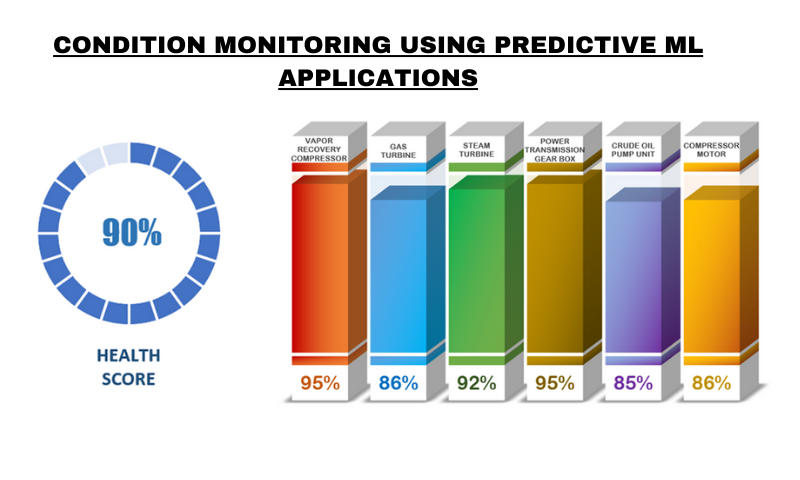
Monitoring Summary:
A summary report for all machineries monitored can be generated monthly, quarterly, six monthly and annually to populate and analyze to formulate some valuable KPIs:
- Number of alerts generated per day
- Cases reported
- Cases closed
- Catch percentage
- Cases under observation
- Cases open and closed
- False positives
- System reliability
- Health score (machinery /systems)
- Value capture
Many such KPIs can be generated using suggested condition monitoring methods and assets can be closely monitored with such techniques.
It however requires a good coordination between the site team, managers, monitoring team, data analysts, system developers and others involved in it to continuously improve the system, implement & maintain it successfully.
A ‘Catch’ is an alert that refers to an anomaly detected by using predictive diagnostics, resolving it effectively and thereby translating it into commercial savings. Usually, industry standard is achieving 95% catches out of total number of events captured.


Fig.17 Alerts visualization and catch %
Annual categorization of alerts and catch % can be visualized as shown in fig.17.
Similar such KPIs can be visualized that can drive decision making processes like future scope, budgets, planning & other key improvements.
Value capture:
‘Value capture’ is a process of assessing usefulness of such condition monitoring methods that can help understand and estimate the commercial savings gained by using predictive diagnostics, taking necessary steps in preventing failures/breakdowns and saving thousands of dollars as a result.
If an anomaly was not predicted (for example, using conventional condition monitoring method), missed or not attended by site, it would have caused machinery failure & breakdown. The plant will shut down resulting in multiple consequences and mounting losses.
Cost arising from such losses can be listed using an example of Value capture methodology shown in Table 1:

Table 1. Value Capture
Thus, Value capture for this example based on predictive diagnostics is $ 413,144 along with 157 hours of saving production or equivalent losses.
There could be other costs involved that could also be included in above calculations depending on the asset and conditions. A general calculation methodology for Value capture is shown in table 1. It is evident how valuable condition monitoring based on predictive ML can translate into huge commercial savings.
4. Conclusions:
Pattern Recognition and machine learning methods are able to provide valuable insights in the realm of predictive diagnostic & Condition monitoring.
The models generated using past historic data can be easily retuned to adapt to the change in operating conditions of machinery either due to energy efficient modifications or any process changes that industry has adopted either due to modernization or increased demands.
Normally, operating data for past one year would be required for tuning models and generating baselines or reference patterns. Getting more data points that significantly capture all operating conditions is the key to a credible model creation. The model will then get to learn and predict better.
Needless to say, the accuracy and efficacy of the models depend largely on data acquired through sensors at site measuring the parameters & data acquisition. The accuracy of measurements, maintaining & regular calibration of sensors is imperative for deriving credible data points for creating models.
With the advent of new technologies and rapid digitalization & remote monitoring, pattern recognition becomes a handy tool to capture real time events and mitigate failures or recognizing patterns tending towards failures much earlier.
The five key elements of condition monitoring are data collection, data analysis, alert generation, maintenance planning, and continuous improvement.
It can play a significant part in improving the energy efficiency of the machineries, save the environment by reducing carbon footprints while providing abundant commercial savings.
Use cases showcased in the paper were typically for compressors employed for different kinds of processes in Oil & gas industry. The applications of pattern recognition can be broadly applied to any kind of machinery like engines, turbines, pumps, motors, heat exchangers to name a few. Such methods could be employed in various industrial sectors similar to Oil and gas. Marine industry could benefit immensely from such methodologies and can be relied upon.


Venkat Krishna Soundarraja
Mr. S. Venkat Krishna is the Chief Data Officer at Volteo Maritime, with a background as a Marine Engineer. He brings over 28 years of sailing experience, including 15 years as a Chief Engineer in the tanker industry. A Fellow of the Institution of Marine Engineers (India), he specializes in condition monitoring, data analytics, and reliability engineering. His expertise spans crude oil, product, and chemical tankers, as well as bulk carriers and container vessels.
In his current role, he focuses on ensuring data quality, driving the adoption of AI and machine learning, and enabling data-driven decision-making to enhance organizational performance. Proficient in Python, R, and Power BI, he plays a key role in transforming data into a strategic asset.
Mr. Krishna is also a visiting faculty member, technical mentor, and published researcher, with a strong passion for innovation, education, and emerging technologies. Outside of work, he enjoys singing and artistic sketching—blending creativity with technical precision.
Leave a comment
View more
Give your career a boost with S&B professional services.
CV Prep/EvaluationMore Jobs
Ship management
Mumbai
Senior Executive – Brandin..
Ship management
Mumbai
Assistant Manager – Vessel..
Ship management
Mumbai
HR Officer
Interview Prep/Mentoring
Find your polestar with the host of experts available on our platform
Know more
Contact Us